Філамент PLA для 3D-прынтара чырвонага колеру
Асаблівасці прадукту

- Без засораў і бурбалак:Распрацавана і выраблена для забеспячэння плыўнага і стабільнага друку з гэтымі PLA-картрыджамі. Дайце высахнуць на працягу 24 гадзін перад упакоўкай і вакуумнай герметызацыяй з асушальнікамі ў поліэтыленавы пакет.
- Без блытання і вільгаці:Філамент TORWELL Red PLA 1,75 мм старанна намотваецца, каб пазбегнуць заблытвання. Ён сушыцца і вакуумна запячатваецца ў поліэтыленавым пакеце з асушальнікам. Калі ласка, прапусціце філамент праз фіксаваную адтуліну, каб пазбегнуць заблытвання пасля выкарыстання.
- Эканамічна выгадная і шырокая сумяшчальнасць:Маючы больш чым 11-гадовы вопыт даследаванняў і распрацовак 3D-нітак і выпускаючы тысячы тон нітак штомесяц, TORWELL здольны вырабляць усе віды нітак у вялікіх маштабах з высокай якасцю, што спрыяе эканамічна эфектыўнаму і надзейнаму 3D-ніткам для большасці распаўсюджаных 3D-прынтараў, такіх як MK3, Ender 3, Monoprice FlashForge і іншых.
| Bрэнд | TОруэл |
| Матэрыял | Стандартны PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Дыяметр | 1,75 мм/2,85 мм/3,0 мм |
| Вага нета | 1 кг/шпулька; 250 г/шпулька; 500 г/шпулька; 3 кг/шпулька; 5 кг/шпулька; 10 кг/шпулька |
| Поўная вага | 1,2 кг/шпулька |
| Талерантнасць | ± 0,02 мм |
| Асяроддзе захоўвання | Суха і вентылявана |
| Dабстаноўка | 55˚C на працягу 6 гадзін |
| Дапаможныя матэрыялы | Падаць заяўку зTOrwell HIPS, Torwell PVA |
| Сертыфікацыя | CE, MSDS, Reach, FDA, TUV і SGS |
| Сумяшчальны з | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker і любыя іншыя FDM 3D-прынтэры |
| Пакет | 1 кг/шпулька; 8 шпулек/корн або 10 шпулек/корн герметычны поліэтыленавы пакет з асушальнікамі |
Персанажы
* Без засораў і бурбалак
* Менш заблытваецца і просты ў выкарыстанні
* Дакладнасць і аднастайнасць памераў
* Няма дэфармацыі
* Экалагічна чысты
* Шырока выкарыстоўваецца
Больш колераў
Даступны колер:
| Асноўны колер | Белы, чорны, чырвоны, сіні, жоўты, зялёны, прырода, |
| Іншы колер | Серабрысты, шэры, скураны, залаты, ружовы, фіялетавы, аранжавы, жоўта-залаты, драўляны, калядны зялёны, галактычна-блакітны, нябесна-блакітны, празрысты |
| Флуарэсцэнтная серыя | Флуарэсцэнтны чырвоны, флуарэсцэнтны жоўты, флуарэсцэнтны зялёны, флуарэсцэнтны сіні |
| Светлая серыя | Ярка-зялёны, ярка-сіні |
| Серыя, якая змяняе колер | Сіне-зялёны да жоўта-зялёнага, сіні да белага, фіялетавы да ружовага, шэры да белага |
| Прыняць колер PMS кліента | |

Выстава мадэляў

Пакет
рулон 1 кгФіламент для 3D-прынтара PLAз асушальнікам у вакуумнай упакоўцы
Кожная шпулька ў асобнай скрынцы (скрынка Торвелла, нейтральная скрынка або скрынка па індывідуальнай замове).
8 скрынак у скрынцы (памер скрынкі 44x44x19 см)

Заводскі аб'ект

Парады па 3D-друку
1. Выраўняйце ложак
Перад друкам можна выкарыстаць аркуш паперы, каб вызначыць адлегласць паміж соплам і станінай у некалькіх кропках па ўсёй станіне. Або можна ўсталяваць датчык выраўноўвання станіны, каб аўтаматызаваць працэс.
2. Устаноўка ідэальнай тэмпературы
Розныя матэрыялы будуць мець розную ідэальную тэмпературу. Таксама навакольнае асяроддзе будзе нязначна ўплываць на ідэальную тэмпературу. Калі тэмпература друку занадта высокая, нітка будзе цягнуцца. А калі занадта павольная, яна не будзе прыліпаць да падсцілкі або выкліча праблемы з намотваннем. Вы можаце адрэгуляваць яе ў адпаведнасці з інструкцыямі да ніткі або звязацца з нашай тэхнічнай падтрымкай.
3. Ачыстка з дапамогай ачышчальнай ніткі або замена сопла перад друкам — эфектыўны спосаб паменшыць замяцце.
4. Захоўвайце нітку належным чынам.
Выкарыстоўвайце вакуумную ўпакоўку або сухі кантэйнер, каб захаваць яго сухім.
Чаму філамент не прыліпае да макетнай платформы?
- Тэмпература.Калі ласка, праверце налады тэмпературы (ложак і сопла) перад друкам і ўсталюйце адпаведныя;
- Выраўноўванне.Калі ласка, праверце, ці роўнае ложак, пераканайцеся, што фарсунка не знаходзіцца занадта далёка або занадта блізка да ложка;
- Хуткасць.Калі ласка, праверце, ці не занадта хуткая хуткасць друку першага пласта.
Звяжыцеся з намі для атрымання больш падрабязнай інфармацыі info@torwell3d.com.
| Шчыльнасць | 1,24 г/см3 |
| Індэкс цякучасці расплаву (г/10 хв) | 3.5(190℃/2,16 кг) |
| Тэмпература цеплавой дэфармацыі | 53℃0,45 МПа |
| Трываласць на расцяжэнне | 72 МПа |
| Падаўжэнне пры разрыве | 11,8% |
| Трываласць на згіб | 90 МПа |
| Модуль пругкасці пры згінанні | 1915 МПа |
| Ударная глейкасць па IZOD | 5,4 кДж/㎡ |
| Трываласць | 4/10 |
| Друкаваная прыдатнасць | 9/10 |
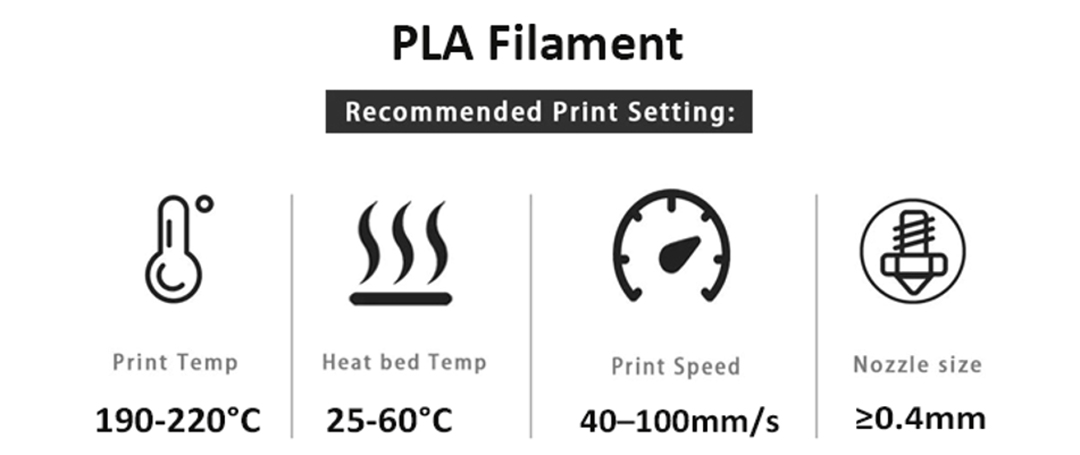
| Тэмпература экструдара (℃) | 190 – 220℃ |
| Тэмпература ложка (℃) | 25 – 60°C |
| Памер сопла | ≥0,4 мм |
| Хуткасць вентылятара | На 100% |
| Хуткасць друку | 40 – 100 мм/с |
| Падагрэты ложак | Дадаткова |
| Рэкамендаваныя паверхні для зборкі | Шкло з клеем, малярная папера, блакітная стужка, BuilTak, PEI |