



PLA філамент шэрага колеру, шпулька 1 кг

| Брэнд | Торуэл |
| Матэрыял | Стандартны PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Дыяметр | 1,75 мм/2,85 мм/3,0 мм |
| Вага нета | 1 кг/шпулька; 250 г/шпулька; 500 г/шпулька; 3 кг/шпулька; 5 кг/шпулька; 10 кг/шпулька |
| Поўная вага | 1,2 кг/шпулька |
| Талерантнасць | ± 0,02 мм |
| Асяроддзе захоўвання | Суха і вентылявана |
| Налада сушкі | 55˚C на працягу 6 гадзін |
| Дапаможныя матэрыялы | Наносіць з дапамогай Torwell HIPS, Torwell PVA |
| Сертыфікацыя | CE, MSDS, Reach, FDA, TUV і SGS |
| Сумяшчальны з | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker і любыя іншыя FDM 3D-прынтэры |
| Пакет | 1 кг/шпулька; 8 шпулек/корн або 10 шпулек/корн герметычны поліэтыленавы пакет з асушальнікамі |
Колер на выбар:
Даступны колер
Звычайная серыя:Белы, чорны, чырвоны, сіні, жоўты, зялёны, прырода, серабрысты, шэры, скура, золата, ружовы, фіялетавы, аранжавы, жоўта-залацісты, драўляны, калядны зялёны, галактычна-блакітны, нябесна-блакітны, празрысты
Флуарэсцэнтная серыя:люмінесцэнтны чырвоны, люмінесцэнтны жоўты, люмінесцэнтны зялёны, люмінесцэнтны сіні
Светлая серыя:Светла-зялёны, светла-сіні
Серыя, якая змяняе колер:Сіне-зялёны да жоўта-зялёнага, сіні да белага, фіялетавы да ружовага, шэры да белага
Даступны індывідуальны колер. Вам проста трэба паведаміць нам код RAL або Pantone.

Выстава друкаваных мадэляў

Падрабязнасці пакета
Рулон 1 кг PLA-філамента з асушальнікам у вакуумнай упакоўцы.
Кожная шпулька ў асобнай скрынцы (даступная скрынка Torwell, нейтральная скрынка або скрынка па індывідуальнай замове).
8 скрынак у кардоннай скрынцы (памер скрынкі 44x44x19 см).

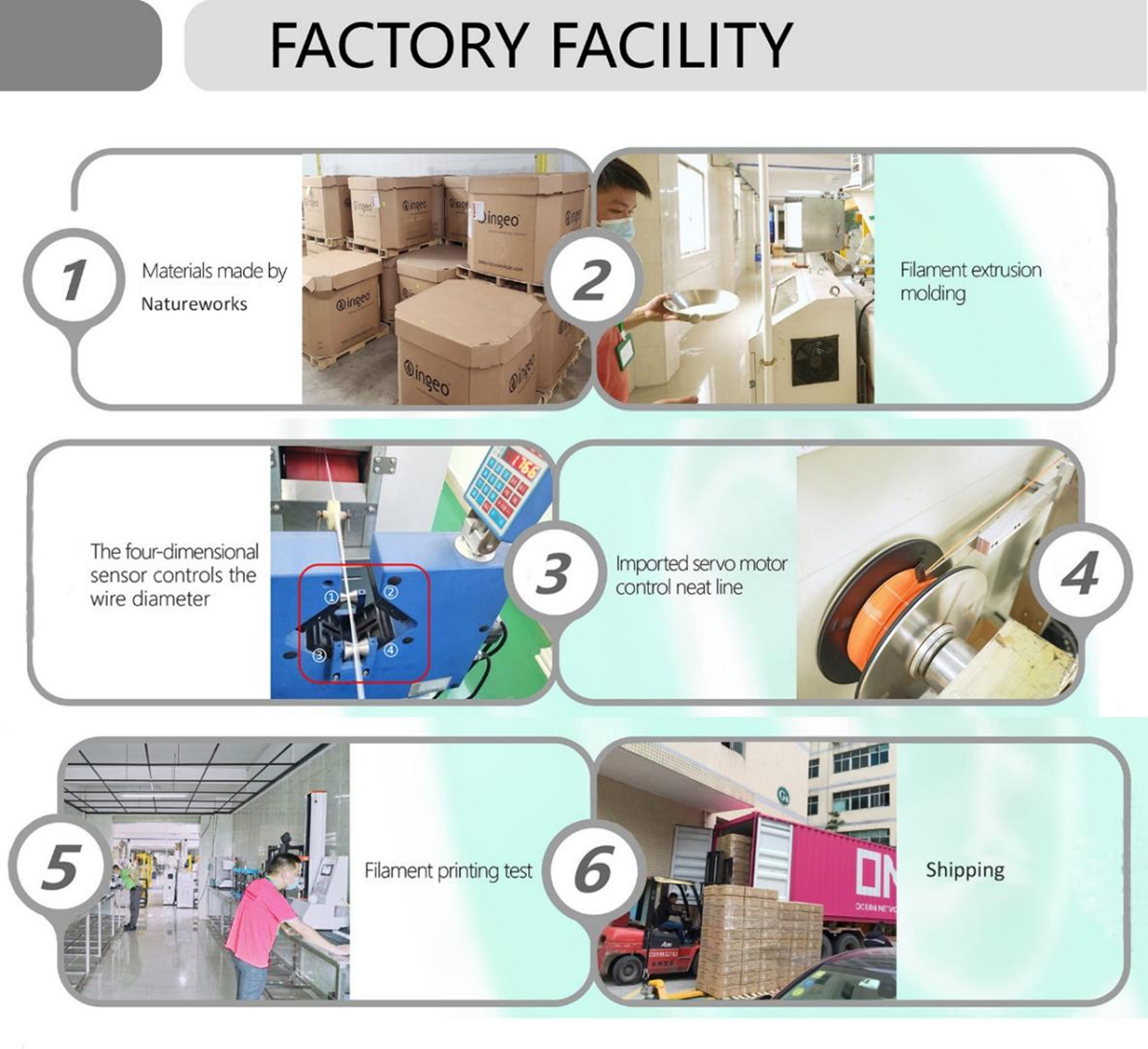
Кампанія Torwell мае больш за 10 гадоў вопыту ў галіне даследаванняў і распрацовак 3D-філаментаў і вырабляе ўсе віды філаментаў, у тым ліку PLA, PLA+, PETG, ABS, TPU, драўляны PLA, шоўкавы PLA, мармуровы PLA, ASA, вугляроднае валакно, нейлон, PVA, метал, ачышчальныя філаменты і г.д. 3D-філаменты ў вялікіх аб'ёмах з высокай якасцю, што робіць іх эканамічна эфектыўнымі і надзейнымі для ўсіх распаўсюджаных 3D-прынтараў FDM 1,75 мм.
Парады па друку з PLA-ніткай
Каб дапамагчы вам з 3D-друкам PLA-ніткай, мы прапануем 5 парад па выкарыстанні PLA-ніткі:
1. Тэмпература
Пры друку з выкарыстаннем PLA-ніткі рэкамендуецца пачынаць з тэмпературы 195 °C, гэта забяспечыць найлепшыя шанцы на поспех. Затым тэмпературу можна зніжаць або павялічваць з крокам у 5 градусаў, каб атрымаць патрэбную якасць друку і трываласць, каб яны дапаўнялі адно аднаго. Каб палепшыць адгезію да друкавальнай пласціны, лепш нагрэць друкавальную платформу да 60 градусаў.
2. Занадта высокая тэмпература
Калі тэмпература занадта высокая, з'явяцца ніткі. Экструдар будзе прапускаць матэрыял PLA пры перамяшчэнні паміж рознымі зонамі падчас друку. Калі гэта адбудзецца, вам трэба будзе знізіць тэмпературу. Рабіце гэта з крокам у 5 градусаў за крок, пакуль экструдар не перастане прапускаць столькі матэрыялу.
3. Занадта нізкая тэмпература
Калі тэмпература друку занадта нізкая, вы ўбачыце, што нітка не будзе трымацца папярэдняга пласта. Гэта створыць паверхню, якая выглядае і навобмацак шурпатая. Тым часам дэталь будзе слабейшай і яе можна будзе лёгка разарваць. Калі гэта адбудзецца, тэмпературу друкавальнай галоўкі варта павялічваць на 5 градусаў, пакуль друк не будзе выглядаць добра, а адрэзкі ліній для кожнага пласта не будуць правільнымі. У выніку дэталь стане больш трывалай пасля завяршэння працы.
4. Трымайце PLA-нітку сухім
PLA-матэрыял неабходна захоўваць у прахалодным і цёмным месцы, пажадана ў герметычным пакеце, што дапаможа захаваць якасць PLA-пластыка. Гэта гарантуе, што вынік друку будзе такім, як чакалася.
| Шчыльнасць | 1,24 г/см3 |
| Індэкс цякучасці расплаву (г/10 хв) | 3.5(190℃/2,16 кг) |
| Тэмпература цеплавой дэфармацыі | 53℃0,45 МПа |
| Трываласць на расцяжэнне | 72 МПа |
| Падаўжэнне пры разрыве | 11,8% |
| Трываласць на згіб | 90 МПа |
| Модуль пругкасці пры згінанні | 1915 МПа |
| Ударная глейкасць па IZOD | 5,4 кДж/㎡ |
| Трываласць | 4/10 |
| Друкаваная прыдатнасць | 9/10 |
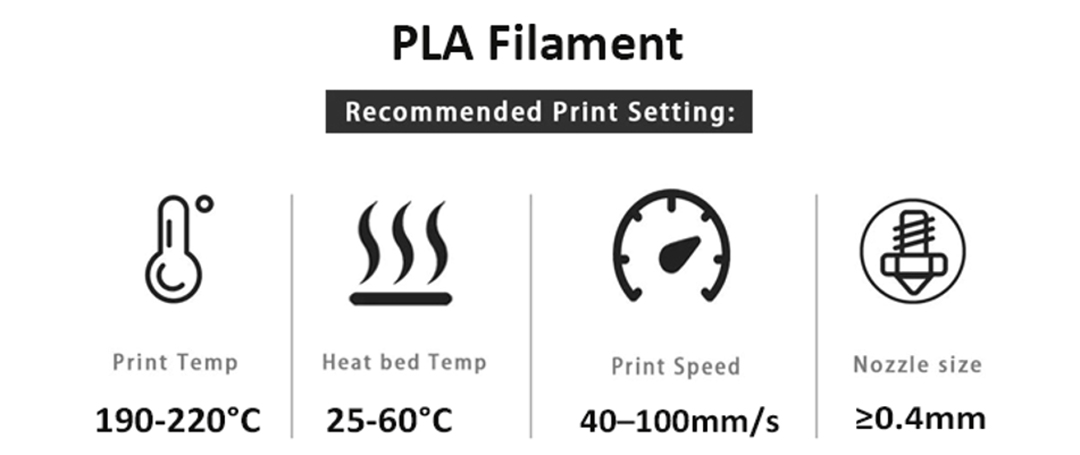
| Тэмпература экструдара (℃) | 190 – 220℃ |
| Тэмпература ложка (℃) | 25 – 60°C |
| Памер сопла | ≥0,4 мм |
| Хуткасць вентылятара | На 100% |
| Хуткасць друку | 40 – 100 мм/с |
| Падагрэты ложак | Дадаткова |
| Рэкамендаваныя паверхні для зборкі | Шкло з клеем, малярная папера, блакітная стужка, BuilTak, PEI |








